
 手机网站
手机网站
手机网站
手机网站
三菱M70现场版操作视频教程
584x584 - 54KB - JPEG
 三菱M70\/700数控系统图片,三菱M70\/700
三菱M70\/700数控系统图片,三菱M70\/700
289x310 - 19KB - JPEG
 三菱M70现场版视频教程
三菱M70现场版视频教程
521x447 - 43KB - JPEG
 三菱 M70系列数控系统_机床栏目_jdzj.com
三菱 M70系列数控系统_机床栏目_jdzj.com
260x250 - 55KB - JPEG
 三菱m70操作面板
三菱m70操作面板
500x500 - 30KB - JPEG
 三菱m70系统设置零点 三菱m60系统原点
三菱m70系统设置零点 三菱m60系统原点
300x225 - 41KB - JPEG
 加工中心三菱M70系统开机不能正常驱动
加工中心三菱M70系统开机不能正常驱动
653x493 - 48KB - JPEG
三菱M70数控系统解密图片|三菱M70数控
449x373 - 18KB - JPEG
 三菱加工中心操作面板详解教程 三菱m80
三菱加工中心操作面板详解教程 三菱m80
1136x640 - 69KB - JPEG
 三菱M70换刀速度设置 三菱m70系统换刀点
三菱M70换刀速度设置 三菱m70系统换刀点
547x296 - 46KB - JPEG
 三菱m70系统如何解密
三菱m70系统如何解密
500x332 - 15KB - JPEG
 三菱M70数控系统
三菱M70数控系统
176x180 - 24KB - JPEG
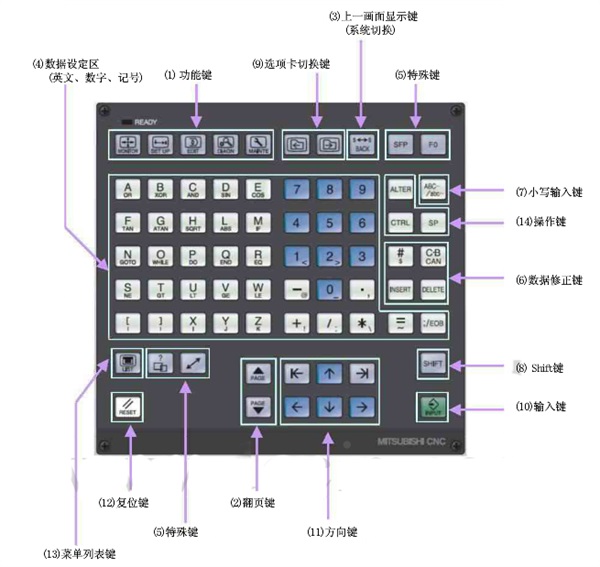 加工中心三菱M70系统操作面板简介
加工中心三菱M70系统操作面板简介
600x567 - 79KB - JPEG
 MIT(三菱M70) - 逢鸿数控厂家直销车床
MIT(三菱M70) - 逢鸿数控厂家直销车床
680x510 - 59KB - JPEG
 三菱M70参数备份及还原
三菱M70参数备份及还原
1032x743 - 86KB - JPEG
简介:M70系统是三菱M60S系列(包含M64AS、M64SM)的替代品,个性化界面,方便操作,驱动器光纤传送,数据稳定可
三菱M70系列 分享: 0/02,90480加入豆单举报手机看 下载文档 君,已阅读到文档的结尾了呢~~ 立即下载 分享到 zh6255ak 分享于2018-04-10 22:19 三菱M70系列 文档格式: .p
数控笔记三菱M70系统绝对位置设置说明 参数号码 设定值 说明 #2217.7 1 绝对位置控制有效 #6401.0 1 一开机不須归第一机械原点,就可执行加工程式。(如未设,执行程式启动
力劲CNC三菱M70操作面板讲解(2H) A4957228|2018-06-26 VIP专享文档 VIP专享文档是百度文库认证用户/机构上传的专业性文档,文库VIP用户或购买VIP专享文档下载特权礼
三菱M70常用参数 点击文档标签,更多精品内容等你发现~ 知道了 showcnch|2012-02-02 VIP专享文档 VIP专享文档是百度文库认证用户/机构上传的专业性文档,文库VIP用户或
