
 手机网站
手机网站
手机网站
手机网站
螺栓是紧固的常用零件,施工机械上的螺栓连接也很常见。螺栓连接具有便于标准化批量生产、结构简单、成本低廉、安装方便、易于拆卸等优点,应用广泛。当然,在机械装配中使用螺栓的常见问题是松动。据分析,中国标准件网告诉大家,当设备在使用中由于振动、高低负荷变化、冲击或长期工作条件等原因,螺栓容易松动,直接影响设备的运行性能,降低其安全性和可靠性。如果重量轻,会影响设备的正常工作,造成经济损失;如果重量重,会影响人身安全。
机械装配螺栓松动的原因是什么?
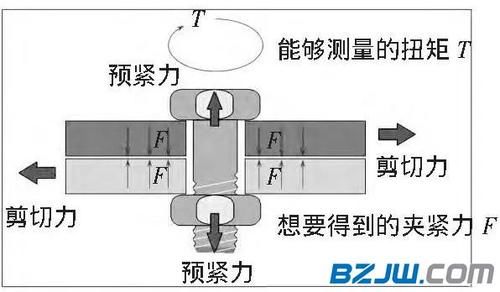
零件螺栓连接的目的是紧密配合两个连接的零件。同时,为了承受一定的动态载荷并确保连接部件的可靠连接和正常操作,在两个连接部件之间需要足够的夹紧力f,如图1所示因此,要求连接螺栓在拧紧后应有足够的轴向预紧力。据此,我们将分析放松的原因。
图1连接件
间夹紧力分析
1,设计缺陷
(1)螺栓强度小于
螺栓连接一般采用屈服点拧紧法,即螺栓的预紧力应达到接近螺栓材料的屈服强度。考虑到安全系数,它不应超过螺栓材料屈服极限的80%。不同材料的螺栓的屈服强度不同,这也意味着不同材料的螺栓能够承受的最大预紧力不同。
在螺栓拧紧过程中,螺栓的预紧力不断增加,同时连接件之间的夹紧力也在迅速增加。当达到屈服点时,螺栓开始塑性变形。随着预紧力的增加,夹紧力的增加变小甚至不变,然后继续增加预紧力,夹紧力逐渐变小,直到螺栓断裂。
因此,在产品设计过程中,设计人员需要准确分析连接部件所需的拧紧力矩,充分考虑重量、体积、工作状态、工作环境、安全标准等因素。并选择具有适当强度的螺栓和螺纹。
(2)连接缺少防松
螺栓零件在载荷变化、振动、冲击等条件下,连接压力和预紧力会逐渐减小甚至消失。重复多次后,螺纹连接将变得松动,最后失效将导致螺栓松动,特别是以螺栓-螺母匹配连接的形式
,因为当螺栓承受轴向载荷时,螺栓轴向延伸,径向弹性收缩,螺母径向膨胀。在两者的接触表面之间发生少量的相对径向滑动,这最终导致螺母在负载的重复作用下松动旋转。当螺栓受到反复的横向力时,螺栓会产生弹性扭转变形。随着变形的不断增加,会形成扭转变形位移。螺纹的螺旋方向上会出现一个分力,导致螺母旋转松动。
因此,在产品设计过程中必须采取有效的防松措施,以避免因恶劣的工作条件而造成螺栓或螺母的松动和脱落
2年,装配过程中的预紧力小于
螺栓在拧紧过程中所能达到的预紧力直接决定了两个连接部件之间的夹紧力,预紧力不足将不可避免地导致连接螺栓的松动,最终导致连接部件的松动。在装配过程中,螺栓的预紧力通常通过以下两种方式获得
第一种方法是使用手动工具(如拉线扳手、梅花扳手、内六角扳手、棘轮扳手等。)螺栓获得的预紧力的大小取决于操作者的力臂大小和工具力臂的长度。一般手动工具是标准工具,力臂的长度是一定的,而操作者的臂力是有限的、不稳定的和不可控的。螺栓获得的预紧力也是如此。
第二种方法是使用气动工具或电动工具(如气动冲击扳手、电动冲击扳手等。)螺栓获得的预紧力大小取决于工具本身的最大输出拧紧力矩和工具操作的稳定性。除了根据所有紧固螺栓所能承受的最大预紧力选择合适的工具型号,即选择合适的输出紧固扭矩范围外,气动工具或电动工具还需要考虑动力源、工具所使用的气源、工具的日常维护状况以及其他影响设备运行的因素,如电源不足、气源压力不足等,这将导致工具输出的紧固扭矩不足,最终导致螺栓无法达到所需的预紧力。
3,组装方法不得为
在的装配过程中,有单个螺栓和多个螺栓拧紧。针对多组螺栓的拧紧状态,尤其是有规律的分布,螺栓的拧紧方法和手段非常重要,直接影响到每个螺栓的实际预紧力。
例如,如果在装配过程中随机拧紧四个螺栓,前紧固螺栓的预紧力将随着后螺栓的拧紧而减小,甚至第一个紧固螺栓也会由于不一致的紧固性和不均匀的应力而直接松开。在这种情况下,一般采用对角交叉拧紧来拧紧螺栓,以保证螺栓的松紧一致,应力尽可能平衡。
因此,组装成组的螺栓必须按一定的顺序依次分布、对称、逐步拧紧,否则安装螺栓会因松紧不一致而松动,甚至连接部位会因受力不均匀而变形。
4,连接器安装孔加工质量
当两个连接器连接时,螺纹孔或安装螺栓孔的尺寸尤为重要,螺纹孔的螺纹尺寸直接影响螺栓获得的预紧力。如果螺纹孔过大或过小,螺栓获得的预紧力不能满足要求。如果安装螺栓孔的尺寸太大,连接件的表面将在与螺栓或螺母支撑表面接触时产生塑料环形凹陷。严重的凹陷会降低或失去螺栓的预紧力,从而导致螺母或螺栓松动。
常用插销锁定方法
防止螺栓松动是为了消除(或限制)螺杆对之间的相对运动,或增加相对运动的难度,以防止连接松动,保证连接安全可靠。防松措施有很多种。除了在设计时根据相关标准和设备的实际工况采用相应有效的防松装置外,还需要在装配时控制安装螺栓的拧紧力矩,避免螺栓在出厂前松动。因此,认为螺栓防松措施大致可分为以下两个方面:物理装置防松和工艺方法防松
1,物理设备锁定措施
(1)防松装置
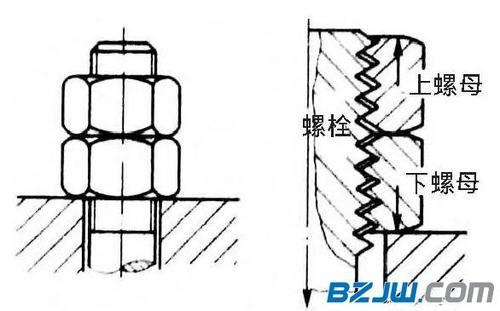
带附加摩擦力附加摩擦力防松装置主要有三种结构:双螺母拧紧结构、弹簧垫圈拧紧结构和自锁螺母拧紧结构双螺母拧紧结构:先拧紧下螺母,再拧紧上螺母。在两个螺母相互拧紧后,上螺母和下螺母的接触表面与螺栓螺纹的接触表面相反,从而在螺纹之间总是施加额外的压力和摩擦力,如图2所示当工作载荷变化时,摩擦力仍然存在。结构简单,适用于连接稳定、低速、重载的固定装置。
图2双螺母拧紧结构防松装置
弹簧垫圈紧固结构:弹簧垫圈因其结构简单、使用方便、成本低廉而广泛应用于装配现场,通常与螺栓或螺母结合使用。拧紧螺栓或螺母后,垫圈变平产生的弹性反作用力会压缩螺纹。同时,垫圈斜面的尖端可以抵住螺栓或螺母的支撑面和连接部位,还具有防止松动的功能。
但这种紧固结构在振动冲击载荷作用下防松效果差,一般用于不重要的连接。自锁螺母拧紧结构:一般有两种拧紧结构,一种是全金属锁紧螺母该方法主要包括以下步骤:在金属螺母本体的上端开槽,并进行缩口处理或非圆形缩口处理,其中被加工的螺母螺纹局部变形;拧紧螺母时,缩颈扩大,利用缩颈的弹力将螺纹压紧这种螺母结构简单,防松可靠,可多次装卸,不降低防松性能。但是它不适合高速操作
另一种类型是非金属嵌件锁紧螺母,它主要是在金属螺母体的上端嵌入非金属嵌件(一般为尼龙垫圈)。拧紧螺母后,无螺纹尼龙环本身将被拧入压力挤压螺纹中,以形成稳定且高扭矩的摩擦力。该类具有很好的防松能力,特别是在多振动、多冲击的环境下
(2)机械锁紧装置
机械防松方法主要有:带开口销的六角开槽螺母、系列钢丝结构防松、止动垫圈结构防松
带开口销的六角开槽螺母:开口销穿过螺母的槽和螺栓端部的销孔,并折断开口销的尾部以紧靠螺母的侧面,从而锁定螺母和螺栓,如图3所示这种方法在防止松动方面是可靠的,并且可以用于剧烈冲击和振动的部件。
图3配备防松装置
的六角开槽螺母

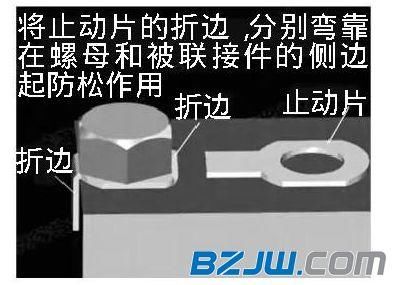
系列钢丝结构防松:螺母或螺栓设计有安全孔,通过安全孔插入低碳钢丝,所有螺钉串联,使它们相互停止。然而,应该注意钢丝插入的方向,如图4所示虽然这种方法具有很好的防松能力,但安装和拆卸都很不方便。止动垫圈结构的防松:通过将单凸耳或双凸耳止动垫圈分别弯曲到螺母和连接部分的侧面,可以锁定螺母,如图5所示如果两个螺栓需要双重联锁,可以使用双止动垫圈使两个螺母相互止动。该方法防松效果好,使用方便。
系列钢丝结构防松:螺母或螺栓设计有安全孔,通过安全孔插入低碳钢丝,所有螺钉串联,使它们相互停止。然而,应该注意钢丝插入的方向,如图4所示虽然这种方法具有很好的防松能力,但安装和拆卸都很不方便。止动垫圈结构的防松:通过将单凸耳或双凸耳止动垫圈分别弯曲到螺母和连接部分的侧面,可以锁定螺母,如图5所示如果两个螺栓需要双重联锁,可以使用双止动垫圈使两个螺母相互止动。该方法防松效果好,使用方便。
图4防松
系列导线结构
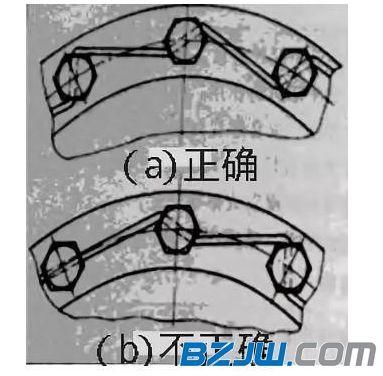
图5锁紧垫圈结构锁紧装置
(3)粘合锁定装置
在螺纹之间涂抹厌氧粘合剂。拧紧螺母后,粘合剂硬化并固定,可以牢固地粘合配合的螺纹,防止螺纹对的相对运动,达到锁紧和锁紧的效果。厌氧粘合剂可分为液体型和干型液体类型通常用于现场应用。干式是预先预涂和干燥,便于操作。厌氧粘合剂通常用于不需要拆卸或需要几次拆卸的装配零件。
2,工艺方法防松措施
(1)固定扭矩工具防松
在装配过程中,为了保证螺栓获得足够的预紧力,也为了保证它小于螺栓的屈服点扭矩,使用固定扭矩工具进行控制是最有效的方法。扭矩固定工具可根据螺栓的标准拧紧扭矩设定输出扭矩,达到预设拧紧扭矩时发出信号或自动终止拧紧,确保扭矩输出稳定。
为了提高效率,扭矩固定工具除单独使用外,还可与小扭矩气动冲击扳手配合使用。对于关键零件,在用手动扭矩固定扳手进行检测和确认之前,可以用气动扭矩固定扳手进行拧紧,以保证达到理想的扭矩值。防松方法必须保证固定扭矩工具的准确性,所有固定扭矩工具必须按照计量器具的检验规程进行定期检查。
(2)训练和训练防松
在螺栓拧紧过程中,除了拧紧工具的输出拧紧力矩影响螺栓获得的预紧力外,其装配方法也非常重要,特别是对于成组分布规律的螺栓的安装。紧固工具和装配方法都是由操作者使用的,因此操作者的技能水平也直接影响螺栓紧固效果,因此可以通过培训提高操作者的技能水平,从而提高防止螺栓松动的能力。
操作人员的培训主要以理论为基础,主要学习装配的基本知识,包括拧紧工具的操作方法、螺栓拧紧的装配方法等。操作人员的培训主要以操作实践为基础,实际操作主要结合基本装配知识的内容进行。例如,建立一个培训平台,允许操作员,特别是新招聘的员工,进行重复培训。只有掌握了这些基本的操作方法,操作员才能开始工作。通过基本技能的训练和训练,可以减少因装配方法不正确而造成的螺栓松动。
(3)零件质量控制防松
零件的加工尺寸也直接影响螺栓获得的预紧力,尤其是螺纹的规格,这与连接零件的相互作用直接相关。因此,在装配前,必须检查待安装的零件是否符合设计图纸的要求,并使用标准的测试工具检查所用螺纹连接零件的规格、型号和机械性能等级是否符合设计要求,是否存在螺纹随机翘曲和裂纹等不合格现象。出现的质量问题应反馈给制造商进行整改,以确保零件的尺寸加工符合设计要求,并确保螺栓连接可靠。
螺栓松动是我们常见的现象。原因有很多,不同的机械设备导致螺栓松动的原因也可能不同。如果出现这种现象,必须找到最根本的原因,根据实际原因选择合理的连接结构,采取合理的防松措施,增强防松能力,提高紧固可靠性。
