
 手机网站
手机网站
手机网站
手机网站

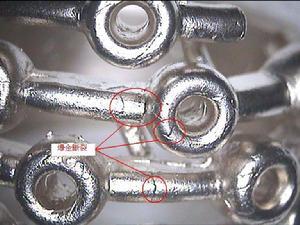
压铸常见问题——冷隔
722x567 - 111KB - JPEG
冷隔-+搜搜百科
300x225 - 18KB - JPEG

冷隔_图片_互动百科
140x105 - 5KB - JPEG

冷隔_图片_互动百科
768x576 - 80KB - JPEG

改进探伤工艺控制铸造冷隔缺陷_e-works手机版
357x301 - 21KB - JPEG

大型球墨铸铁件的冷隔和浇不足现象
500x365 - 345KB - PNG

改进探伤工艺控制铸造冷隔缺陷_工艺管理_企
328x235 - 10KB - JPEG

冷隔(铝合金缺陷)分析报告.ppt
960x720 - 22KB - JPEG

金属工艺学_第2篇_热加工工艺基础_01铸造02
1152x862 - 144KB - PNG

消失模铸造产生冷隔、夹砂的原因有哪些,怎么
350x260 - 98KB - PNG

压铸件的冷隔特征、产生原因及其防止方法是什
350x350 - 16KB - JPEG

大型铸钢件冷隔现象产生的原因
500x350 - 186KB - PNG
冷隔-有色金属在线
710x1225 - 129KB - JPEG

佛山市赛宾格铸造技术有限公司冷隔【价格批发
750x690 - 91KB - JPEG

铝合金压铸件冷隔的原因及解决方法-压铸展|铸
213x211 - 10KB - JPEG
简介:冷隔是制冷技术领域由水平搁架和与其连接的支承架构成的零件,水平搁架与支承架之间设有蓄冷腔。简介1. 特
金属液充型后,在金属液的交接处融合不好,而且在铸件中产生穿透的或不穿透的缝隙称为冷隔 专业文档 专业文档是百度文库认证用户/机构上传的专业性文档,文库VIP用户或购
冷隔形成的原因一般就是铁水温度低、浇注速度慢,所以要提高浇注温度、加快浇注速度,一般球铁件的浇注时间从求化反应开始到浇注结束不能超过15分钟。这些对,赞同。也可
3、烫模件看铝液流向,金属液碰撞产生冷隔出现一般为涡旋状,伴有流痕。改进浇注系统,改善内浇口的填充方向。另外可在铸件边缘开设集渣包以改善填充条件; 4、浇口不合理
冷隔的其他叫法有对头,接不上,冷接,火流 冷隔的特征: 在铸件上构成未能真正融合为一体的凹坑和缝隙, 缝隙穿透或不穿透铸件壁, 它们的交界处一般是光滑的圆角。 冷隔常 产
冷隔的定义:压铸件表面有明显的、不规则的、下陷线性纹路(有穿透性与非穿透性两种),形状细小而狭长,有的交接边缘光滑,在外力作用下有发展的可能。产生的原因:1、两股
冷隔形成的原因一般就是铁水温度低、浇注速度慢,所以要提高浇注温度、加快浇注速度,一般球铁件的浇注时间从求化反应开始到浇注结束不能超过15分钟。 还有,金属的流动
A:生产工艺中的制模,制芯,装配,合型和清理等各个环节简化,节约工时,防止废品产生,符合合金铸造性能和要求,以避免出现如缩孔缩松变形裂纹浇不足冷隔气孔和偏析等缺陷。
