
 手机网站
手机网站
手机网站
手机网站

【图】转让数控车床 宝鸡SK50 法兰克系统 液
640x480 - 88KB - JPEG

转让台湾数控车床,法兰克系统,具体详见图片-深
450x380 - 28KB - JPEG

急售电脑锣:产地法兰克系统、2013年的、八成
600x450 - 60KB - JPEG

转让台湾数控车床,法兰克系统,具体详见图片-深
600x530 - 28KB - JPEG

数控6136车床法兰克系统-常州新北区设备
400x268 - 17KB - JPEG

SanDisk 闪迪 工业cf卡 1GB 法兰克系统机床cf
640x480 - 38KB - JPEG
老师请问下老师法兰克系统数控中刀补是怎么修
600x800 - 31KB - JPEG

转让出售二手加工中心数控铣床法兰克系统 - 张
1280x720 - 35KB - JPEG

跪求加工中心法兰克系统换刀刀库报警号及解决
800x600 - 261KB - JPEG

配件-SanDisk 闪迪 工业cf卡 1GB 法兰克系统机
310x233 - 29KB - JPEG

这个工件怎么按要求编程序啊 法兰克系统的机
500x275 - 19KB - JPEG
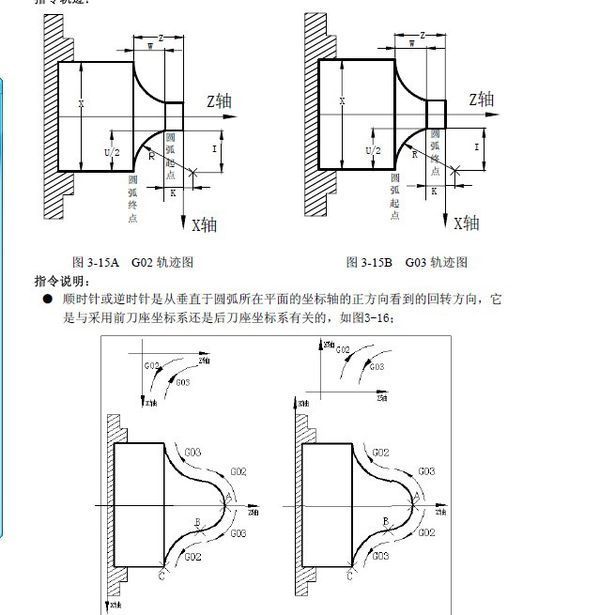
广州数控车床 法兰克系统的车圆弧命令怎么算
600x615 - 43KB - JPEG

转让台湾数控车床,法兰克系统,具体详见图片-深
600x530 - 29KB - JPEG

法兰克酒店管理系统的研究与开发-软件工程专
800x1131 - 172KB - PNG

法兰克系统车床R角接斜度怎么编?_〖关注莱州
948x661 - 86KB - JPEG
法兰克数控系统编程 5ai158|2012-06-27 |举报 专业文档 专业文档是百度文库认证用户/机构上传的专业性文档,文库VIP用户或购买专业文档下载特权礼包的其他会员用户可用专
对双轨迹控制,系统为每一轨迹都提供了单独的宏变量,但是,根据参数N0.6036和6037的设定,某些公共变量可同时用于两个轨迹。 ● 未定义的变量 当变量值未定义时,这样的变
求法兰克数控系统说明书想详细了解一下机床参数,在此之前从为接触过法兰克系统急用…本人从事数控加工工作!有此类书籍的希望大家能发给我,编程格式!有的发E-mail,谢谢
法兰克系统编程 zhao00668|2018-06-26 |举报 专业文档 专业文档是百度文库认证用户/机构上传的专业性文档,文库VIP用户或购买专业文档下载特权礼包的其他会员用户可用专
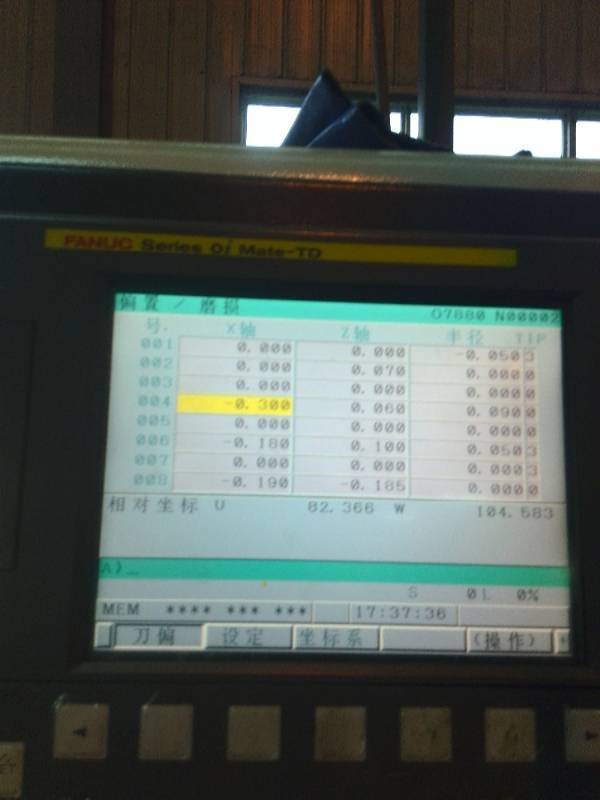
法兰克系统对刀
操作系统(Operating System,简称OS)是管理和控制计算机硬件与软件资源的计算机程序,是直接运行在“裸机”上的最基本的系统软件,任何其他软件都必须在操作系统的支持下
法兰克系统编程示例 meihonghao|2018-06-28 |举报 专业文档 专业文档是百度文库认证用户/机构上传的专业性文档,文库VIP用户或购买专业文档下载特权礼包的其他会员用户
这是一款法兰克系统,在现实中常用的一种对刀方式,仅供参考!可有加QQ群327878868 互相交流
功能键作用: INPUT (输入程序及代码 ) OUTPUT (输出程序及指令) OFFSET(储存刀具长度、半径补偿值) AUX GRAPH (显示图形) PRGRM (显示程序内容) ALARM (显示发生警报内容或代码 ) POS (显示坐标) DGONS PARAM (显示自我诊断及参数功能) RESET 复位 CURSOR( 光标上下移动) PAGE( 翻页键 ) ALTER (修改程序及代码 ) INS(插入程序) DELET (删除程序) EOB (程序段结束符) (EOB键就是键入一个";"号或"*"号) CAN (取消)(编辑方式下使用 或 MDI 方式下使用) 编程字母键功能作用: G 准备功能 指令动作方式 M 辅助功能 机床M代码指令 F 进给速度 进给速度的指令 S 主轴功能 主轴转速指令 T 刀具功能 刀具编号指令 I 坐标字 圆弧中心X轴向坐标 J 坐标字 圆弧中心Y轴向坐标 K 坐标字 圆弧中心Z轴向坐标 P 暂停或程序中某功能的开始使用的程序号 L 重复次数 固定循环及子程序的重复次数 D 补偿号 刀具半径补偿指
