
 手机网站
手机网站
手机网站
手机网站
数控编程M代码大全 黄飞|2014-06-12 |举报 黄飞CNC工程师|总评分4.7|文档量25|浏览 数控编程M代码集合 专业文档 专业文档是百度文库认证用户/机构上传的专业性文档,文
手动CNC编程G代码和 M代码 收藏 分享 下载 举报 用客户端打开 分享到 新浪微博 QQ空间 请使用浏览器的分享功能分享到微信等 1000积分 剩余积分:0积分 标题:手动CN
手动CNC编程G代码和 M代码 代码组别功能备注 G00※ 01快速点定位 G01※直线插补 G02※顺时针圆弧插补 G02 XYIJ,或G02 XYR XY:终点坐标,I、J:圆心相对于起点在X,Y方
关于 M 指令和 G 代码 M03 主轴正转 M03 S1000 主轴以每分钟1000的速度正转 M04主轴逆转 M05主轴停止 M10 M14 。M08 主轴切削液开 M11 M15主轴切削液停 M
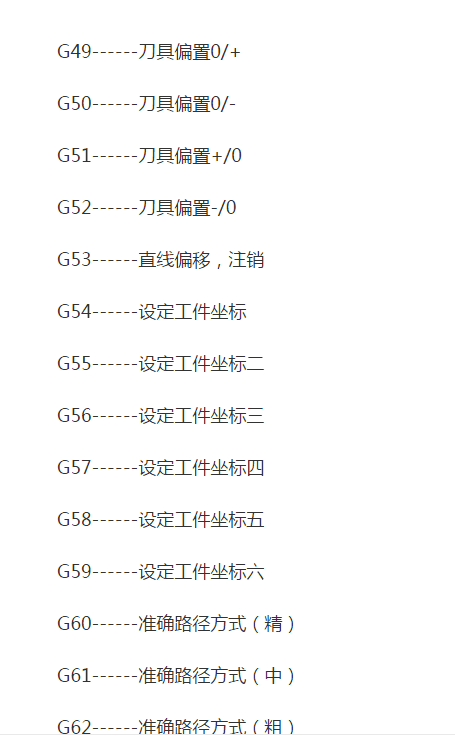
关于 M 指令和 G 代码 G 代码 G00快速定位 G01主轴直线切削 G02主轴顺时针圆壶切削 G03主轴逆时针圆壶切削 G04 暂停 G04 X4 主轴暂停4秒 G10 资料预设 G28原点复归 G28 U0W0 ;U轴和W轴复归 G41 刀尖左侧半径补偿 G42 刀尖右侧半径补偿 G40 取消 G97 以转速 进给 G98 以时间进给 G73 循环 G80取消循环 G10 00 数据设置 模态 G11 00 数据设置取消 模态 G17 16 XY平面选择 模态 G18 16 ZX平面选择 模态 G19 16 YZ平面选择 模态 G20 06 英制 模态 G21 06 米制 模态 G22 09 行程检查开关打开 模态 G23 09 行程检查开关关闭 模态 G25 08 主轴速度波动检查打开 模态 G26 08 主轴速度波动检查关闭 模态 G27 00 参考点返回检查 非模态 G28 00 参考点返回 非模态 G31 00 跳步功能 非模态 G40 07 刀具半径补偿取消 模态 G41 07 刀具半径左补偿 模态 G42 07 刀具半径右补偿 模态 G43 17 刀具半径正补偿 模
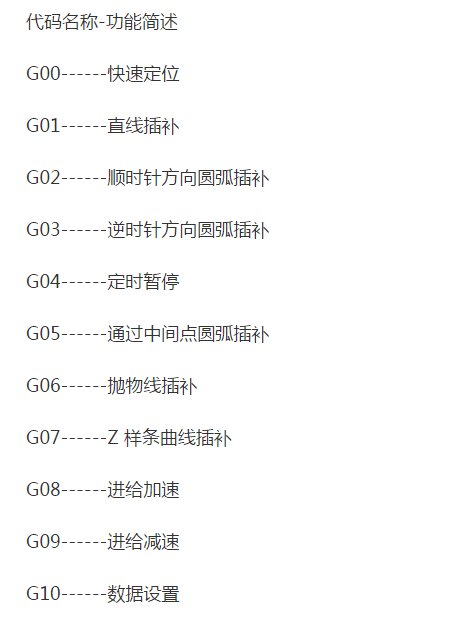
G代码 内容 G00 快速定位 G01 直线插补 G02 圆弧插补 G03 圆弧插补 G04 暂停 G05 G06 G07 G08 G09 G10 G11 G12 G13 刀架选择:刀架A G14 刀架选择:刀架B G15 G16 G17 刀具半径补偿:X-Y平面 G18 刀具半径补偿:Z-X平面 G19 刀具半径补偿:Y-Z平面 G20 原始位置指令 G21 ATC原始位置指令 G22 扭距跳过指令 G23 G24 ATC原始位置移动指令(不带直线插补) G25 节点位置移动指令(不带直线插补) G26 G27 G28 扭距极限指令取消 G29 扭距极限指令 G30 跳步循环 G31 固定螺纹车削循环:轴向 G32 固定螺纹车削循环:端面 G33 固定螺纹车削循环 G34 变螺距螺纹车削循环:增加螺距 G35 变螺距螺纹车削循环:减少螺距 G36 动力刀具轴-进给轴同步进给 (正转) G37 动力刀具轴-进给轴同步进给 (反转) G38 G39 G40 刀尖圆狐半径补偿: 取消 G41 刀尖圆狐半径补偿: 左 G42 刀尖圆狐半径补偿: 右 G43 G44 G45 G46 G47 G
常用的M00 程序停止 M01 任选停止 M02 程序结束 M03 主轴正转 M04 主轴反转 M05 主轴停止 M06 刀具交换 M08 冷却液开 M09 冷却液关 M30 程序结束 M40 主轴齿轮
数控编程G M代码.代码意义代码意义代码意义GOO点定位 G54加工坐标系1 进入贴吧 全吧搜索 吧内搜索 02月26日漏签0天 cnc编程吧 关注:21,438贴子:101,093 数控编程G M
G90:绝对坐标编程 G91:增量坐标编程 12、主轴设定指令 G50:主轴最高转速的设定 G9 ——FANUC数控伺服系统G、M代码 G代码如下: G00 定位 G17 XY平面选择 G01 直线
CNC加工编程G代码M代码作为一个CNC加工编程从业人员,我觉得最起码的G代码M代码的意思要知道,不明白程序的意思,怎么加工呢?要修改时,又修
CNC数控机床G代码详解! 做CNC编程的有必要
455x736 - 6KB - PNG
CNC数控机床G代码详解! 做CNC编程的有必要
468x624 - 8KB - PNG

cnc编程代码-第1页
119x154 - 4KB - JPEG

惠州CNC电脑锣操作培训 专业CNC编程电话:1
480x320 - 85KB - JPEG
东莞常平大朗CNC编程培训实操培训班哪里有
960x540 - 27KB - JPEG

编程培训哪家好,cnc编程培训能学到东西吗,常州
670x502 - 61KB - JPEG

厦门哪个CNC编程软件培训学校较好-厦门荣昶
846x581 - 122KB - JPEG

CNC编程\/MASTERCAM\/POWERMILL\/CAD制
600x488 - 38KB - JPEG
深圳东莞宝龙双龙模具编程\/CNC编程培训 - 教
637x405 - 57KB - JPEG
深圳东莞宝龙双龙模具编程\/CNC编程培训 - 教
500x453 - 72KB - JPEG

CNC编程部门工作流程_word文档在线阅读与下
770x1107 - 63KB - JPEG

CNC-G代码一览表
535x673 - 72KB - JPEG

公司简介_WorkNC,CAM软件,CNC编程软件,加
800x367 - 17KB - JPEG

中山\/佛山\/深圳cnc数控编程培训机构哪专业?
500x666 - 103KB - JPEG

CNC编程加工常犯异常及解决方案
1080x810 - 80KB - JPEG
