
 手机网站
手机网站
手机网站
手机网站
数控铣床FANUC系统编程代码 rayu2008|2018-06-26 |举报 专业文档 专业文档是百度文库认证用户/机构上传的专业性文档,文库VIP用户或购买专业文档下载特权礼包的其他会
数控铣床法兰克系统代码完整版 2018年04月30日 17:47:30 weixin_41852713阅读数:4010 数控铣床法兰克系统代码 G00 01 定位(快速移动) G01 01 直线插补(进给速度) *G00
数控铣床宏程序编程经典 下载积分:1000 内容提示: 变量普通加工程序直接用数值指定 G代码和移动距离;例如,GO1和 X100.0。使用用户宏程序时,数值可以直接指定或用变量
可编程镜像有效像有效 G51.1 可编程镜像取消 G52 局部坐标系设定 G53 选择机床坐标系 G54 选择工件坐标系1 G54.1 选择附加工件坐标系 G55 选择工件坐标系2 G56 选择
用CAD保存为DXF格式的文件,然后下载文泰雕刻软件在文泰里生成刀具路径保存为"NC"格式就OK了。 计算机辅助设计(Computer Aided Design)指利用计算机及其图形设备帮助设计人员进行设计工作。 在设计中通常要用计算机对不同方案进行大量的计算、分析和比较,以决定最优方案;各种设计信息,不论是数字的、文字的或图形的,都能存放在计算机的内存或外存里,并能快速地检索;设计人员通常用草图开始设计,将草图变为工作图的繁重工作可以交给计算机完成;由计算机自动产生的设计结果,可以快速作出图形,使设计人员及时对设计作出判断和修改;利用计算机可以进行与图形的编辑、放大、缩小、平移、复制和旋转等有关的图形数据加工工作。
简介:《数控铣床》是2007年2月出版的图书,作者是徐宏海、谢富春。基本信息数控铣床(第二版)作者:徐宏海、谢富春
编程时,为了简化程序的编制,当一个工件上有相同的加工内容时,常用调子程序的方法进行编程。调用子程序的程序叫做主程序。子程序的编号与一般程序基本相同,只是程序结
加工图形为50*50的四方形 O1234 M6 T1 M8; G54G17G40G49G80G90G69 X-25.Y-35.Z30.S2500; Z2.; G1Z-1.F800; G41X-25.Y-28D01; Y25.; X25.; Y-25.; X-30. Z2.; G0G40X0.Y250.Z100.; M30;
数 控 铣 床 编 程 指 令 swgoodhao|2012-10-10 马上扫一扫 手机打开 随时查看 手机打开 专业文档 专业文档是百度文库认证用户/机构上传的专业性文档,文库VIP用户或购买专
0001(主程序) G90 G54 M03 S560 G00 X0 Y0 G43 G00 Z100 H01 Z5.0 M98 P2 G51.1 X0 M98 P2 G51.1 Yo M98 P2 G00 Z100 M30 0002(子程序) G00 X5 Y5 G42 G01 X1

数控铣床编程实例-2017年10月.doc
993x1404 - 143KB - PNG

法兰克数控铣床编程与操作PPT_word文档在线
1080x810 - 85KB - JPEG

【正版二手】SIEMENS 数控铣床编程与实训 侯
200x295 - 9KB - JPEG
数控铣床编程与加工技术同步实训手册》
350x350 - 21KB - JPEG

典型零件数控铣床加工中心编程方法解析
213x300 - 13KB - JPEG

数控铣床编程零件图_word文档在线阅读与下载
621x738 - 15KB - PNG

数控铣床厂 特供傻瓜式编程教学小铣床图片,数
800x800 - 51KB - JPEG

广东数控铣床的编程的指令代码? 州数控机床编
501x668 - 450KB - PNG

数控铣床零件编程与加工\/申晓龙
450x692 - 60KB - JPEG

【图】数控铣床\/加工中心编程训练图集_价格:
600x838 - 87KB - JPEG

数控铣床编程基础PPT_word文档在线阅读与下
1080x810 - 40KB - JPEG

k1652 数控铣床\/加工中心编程与零件加工_网上
640x480 - 27KB - JPEG
![[全新正版]数控铣床及加工中心编程与应用\/耿国](http://shopimg.kongfz.com.cn/20130718/2529196/2529196NS3tY0_b.jpg)
[全新正版]数控铣床及加工中心编程与应用\/耿国
600x600 - 27KB - JPEG

西门子数控系统指令编程代码.doc
993x1404 - 57KB - PNG
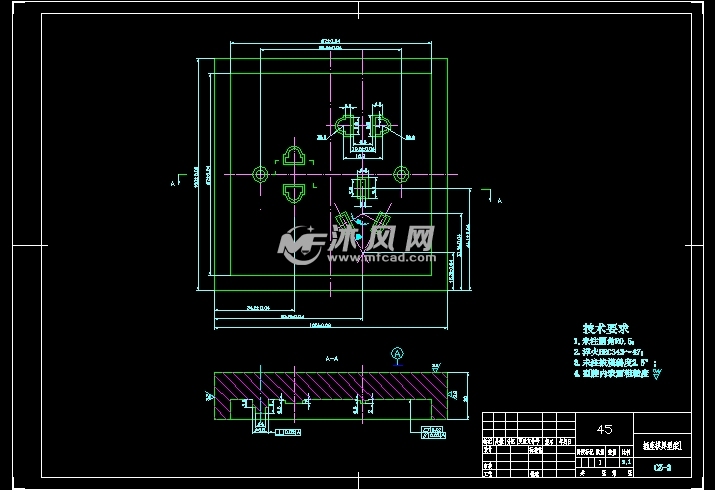
插座零件的数控铣床编程实例分析 - 数控技术(
715x490 - 122KB - JPEG
