
 手机网站
手机网站
手机网站
手机网站
加工中心是编程好以后,步进电机控制的几轴联动的切屑加工设备XYZ轴根据模型进行刀具与工件的位置调整……正常情况下是不需要分度头的……不管是内
R 编程的格式:G02/G03 X---Y--- R---F---; 如果使用这种编程方式加工整圆,可加工无数多个整圆(只要是R--相同的整圆,都满足程序要求的条件),无法确定是哪一个. 如使用I、J、K
加工中心三菱M70手动编程铣圆弧在一个方铝块边上铣一个R13的圆弧,深12.5,刀是∅20。怎么编程?. 加工中心三菱M70手动编程铣圆弧在一个方铝块边上铣一个R13的圆弧,深
【摘要】:正数控铣床或加工中心生产过程中经常遇到如附图所示的整圆孔系。不同的编程方法会产生不同的效果,本文试分析三菱系统中的三种常用方法,与各位同行探讨。 【
%(直径100的圆 10个的立铣刀)如果有帮助给个采纳 O0100 G90 G80 G00 G17 G40 G43 H01 Z20. S750 M03 G00 X65.5 Y-10. Z20. Z1. G01 Z-6. F96 X65. F120 G02 X55. Y0.0 J10. G03 I-55. G02 X65. Y10. I10. G01 X65.5 G00 Z20. M30 %
用10的平刀铣直径20的内孔 G02 I5 用10的平刀铣直径20的外孔 G02 I15 我们可以利用子程式互套就比较简单了。
加工中心法兰克系统铣整圆怎么编程?直径58的园_xqq715_新浪博客,xqq715, 加载中. [订阅] 加关注 博客访问:72,807 关注人气:16 获赠金笔:0支 赠出金笔:0支 荣誉徽章: 查看
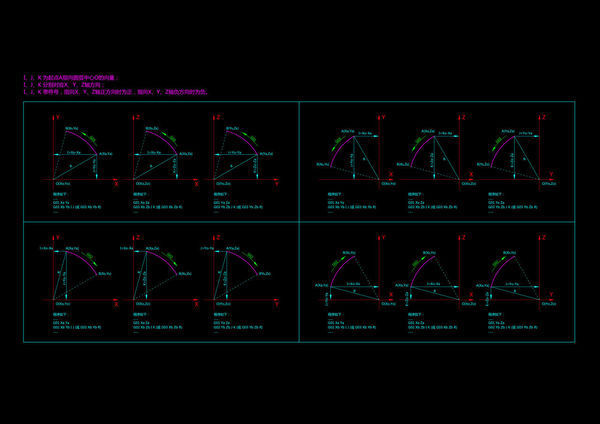
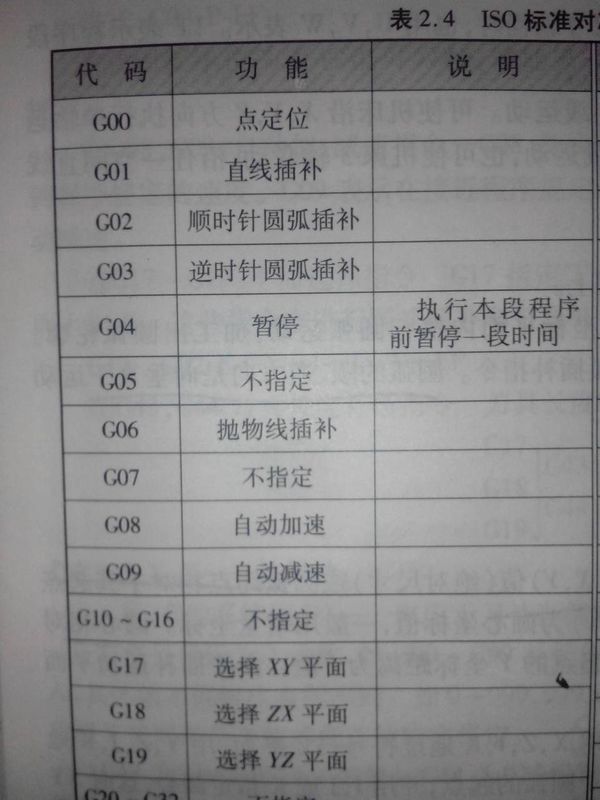
圆弧插补指令 1. G02顺时针圆弧插补:沿着刀具进给路径,圆弧段为顺时针。 2. G03逆时针圆弧插补:沿着刀具进给路径,圆弧段位逆时针。 圆弧半径编程 1. 格式:G02/G03X_Y_Z_R_F; 2. 移到圆弧初始点; 3. G02/G03+圆弧终点坐标+R圆弧半径。(圆弧<或=半圆用+R;大于半圆(180度)小于整圆(360度)用-R。圆弧半径R编程不能用于整圆加工。) 用I、J、K编程(整圆加工) 1. 格式:G02\G03X_Y_Z_I_J_K_F_; 2. I、J、K分别表示X\Y\Z方向相对于圆心之间的距离,X方向用I表示,Y方向用J表示,z方向用K表示(G17平面K为0)。正负判断方法:刀具停留在轴的负方向,往正方向进给,也就是与坐标轴同向,那么就取正值,反之为负。 技巧 1. 在加工整圆时,一般把刀具定位到中心点,下刀后移动到x轴或Y轴的轴线上,这样就有一根轴是0,便于编程。
当前页为加工中心整圆编程价格信息展示,该页所展示的加工中心整圆编程批发价格、加工中心整圆编程报价等相关信息均有企业自行提供,加工中心整圆编程价格真实性、准确
深度由你定G01X44F100;减去刀具的半径洗出来就是100大的圆了G02I-44F100;铣整圆G49M05;G91G28X0Y0;M30;如果你不能先做出80大的孔,那么先赚一个12的孔也
加工中心法兰克系统铣整圆怎么编程?IJ为什么
600x424 - 33KB - JPEG

数控加工中心手工编程铣两个直径20的圆深10
411x216 - 53KB - PNG

控cnc加工中心,我16的刀,要铣一个20大的圆,深
1172x1142 - 343KB - JPEG

控cnc加工中心,我16的刀,要铣一个20大的圆,深
1920x1157 - 315KB - JPEG

加工中心分层铣圆用宏程序怎么编程
500x405 - 32KB - JPEG

加工中心分层铣圆用宏程序怎么编程
600x390 - 143KB - JPEG

【数控铣,加工中心机床操作和编程培训。】
279x210 - 10KB - JPEG

南桥数控车床铣 加工中心培训手工编程培训胜
340x241 - 19KB - JPEG

无锡数控编程培训车床CNC加工中心UG铣车英
340x254 - 21KB - JPEG
加工中心铣平面150的圆怎么编程 G01是直线铣
600x800 - 53KB - JPEG

【Mastercam X9 加工中心数控铣床编程高速铣
740x375 - 36KB - JPEG

铣内外圆并钻孔--加工中心编程实例--中国自动
301x288 - 11KB - JPEG

加工中心用宏程序加工圆周等分孔如何编程及如
710x532 - 50KB - JPEG

加工中心铣平面编程 车床粗加工 有一批零件需
860x792 - 83KB - JPEG

加工中心铣平面编程 车床粗加工 有一批零件需
860x792 - 84KB - JPEG
